
VFFS vs HFFS: How to Choose the Right Form-Fill-Seal System and Film Pairing

When packaging teams compare machine platforms, they often start with orientation, speed, and footprint. Those factors matter, but they do not answer the question that determines long-term performance: which machine, package format, and film structure will work together reliably at the required output and shelf-life target. A line that looks attractive on paper can become expensive if the sealing layer is wrong, the coefficient of friction is unstable, the product is too abrasive, or the package style demands features the chosen platform cannot repeat consistently.
That is why the most practical way to approach this decision is to treat equipment and rollstock as one engineering problem. Red Dot Packaging supports both vertical and horizontal form-fill-seal applications with consultative film selection, sealing-window guidance, trial support, and quality documentation. For operations teams evaluating automation, the right answer is rarely a generic preference for one machine type. It is the right machine-film-product match for the products you make, the formats you sell, and the operational risks you can afford.
How to Choose Between VFFS vs HFFS
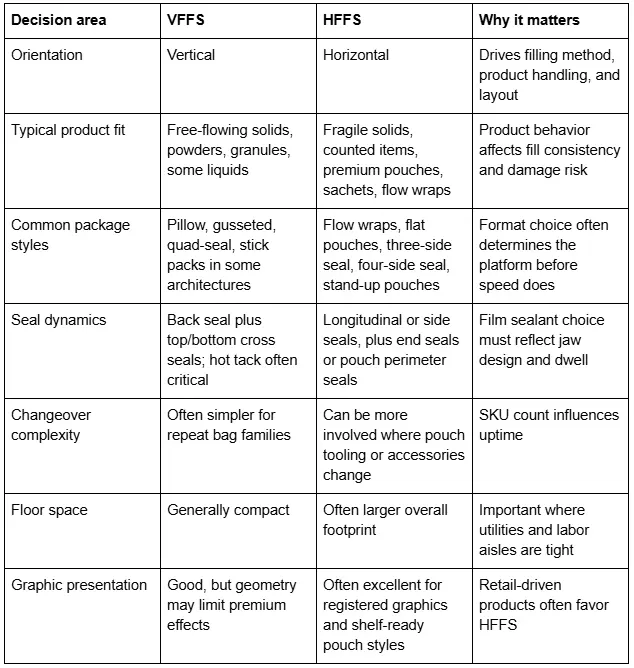
The fastest way to resolve VFFS vs HFFS is to begin with product behavior and package style, then work backward into film mechanics and line design. VFFS usually makes the most sense when products flow well, floor space is limited, and the target pack style is a pillow, gusseted, or quad-seal bag. HFFS generally becomes the stronger choice when the product is fragile, the format is a stand-up, flat, or multi-side-seal pouch, or presentation and feature integration are high priorities. PMMI notes that VFFS is especially common for products with flow properties, while horizontal systems support a broader range of pouch geometries and premium retail features.[1] [2]
The six decision drivers below usually separate good decisions from expensive ones.
- Product state: Free-flowing powders, grains, and liquids often favor VFFS, while fragile, counted, or presentation-sensitive items often favor HFFS.
- Seal integrity: Hot tack, dwell time, and seal initiation temperature determine whether vertical drops or horizontal transfer can run cleanly.
- Package format: Pillow bags and gusseted bags naturally align with VFFS; stand-up, flat, and four-side-seal pouches often align with HFFS.
- Throughput: Real speed depends on both machine design and film response, not nameplate output alone.
- Footprint: Vertical machines often win on floor space, but only if upstream and downstream integration still works.[1]
- Film properties: Barrier, gauge, sealant chemistry, slip, stiffness, puncture resistance, and COF frequently decide whether a line reaches steady-state performance.

What Is Form-Fill-Seal and Why Film Fit Matters
Form-fill-seal is a continuous or intermittent packaging method in which rollstock film is formed into a package, filled with product, and sealed on the line. The machine performs those three actions in sequence, but the film determines whether the sequence happens with control. If the film forms poorly, the package wrinkles. If the sealing layer has a narrow process window, leakers increase. If slip and stiffness are not balanced, tracking, registration, or infeed handling degrade. In other words, film fit is not an accessory decision; it is part of machine capability.
What is VFFS? Vertical form-fill-seal is a packaging method that forms a bag from rollstock film, fills it vertically with product, and seals it in one continuous process. It is especially effective for free-flowing products and compact line layouts, and it commonly produces pillow or gusseted bag formats.[1]
What is HFFS? Horizontal form-fill-seal forms a package from rollstock film on a horizontal plane, wraps or pockets the product, and seals it as it moves through the machine. It is widely used for pouches, flow wraps, and premium retail formats that need precise handling or feature integration.[2]
The key film parameters behind performance are measurable. OTR, or oxygen transmission rate, describes how much oxygen passes through a film and directly affects oxidation-sensitive products such as coffee or nuts. MVTR, or moisture vapor transmission rate, measures moisture ingress or egress and is essential for products that stale, soften, clump, or dry out. Seal initiation temperature affects the temperature at which the sealing layer begins to bond. Hot tack matters when a seal must hold while still hot, especially in VFFS where the package may drop immediately after sealing. COF, or coefficient of friction, influences web tracking, machine feeding, and pack transfer. Puncture resistance, dart impact, and tensile properties indicate how the structure will survive handling, filling, and distribution.[3] [4] [5] [6]
HFFS vs VFFS
HFFS vs VFFS is best understood as a tradeoff between how the package is created, how the product behaves, and how demanding the finished format is. VFFS builds the package around a forming tube in a vertical orientation, making it highly efficient for products that naturally drop or can be pumped into the package. HFFS works on a horizontal plane and is often better suited to products that need placement, orientation control, or gentler handling. PMMI’s VFFS guidance highlights the advantages of compact layout and compatibility with products that have flow properties, while Packaging World’s HFFS overview emphasizes pouch versatility, strong graphics presentation, and premium format options such as stand-up pouches, flat pouches, and four-side-seal packs.[1] [2]
In day-to-day operations, the comparison usually comes down to packaging geometry and handling risk. VFFS commonly runs pillow bags, gusseted bags, and other bagged formats for snacks, grains, pet treats, powders, frozen products, and some pumpable items. HFFS is commonly selected for flow wraps, flat pouches, three-side-seal sachets, four-side-seal sachets, and stand-up pouches used in food, nutraceutical, personal care, and household applications. VFFS can deliver strong throughput in a compact footprint, but HFFS often offers better control for premium retail presentation, zipper insertion, rounded corners, hang holes, and other feature-rich constructions.[1] [2]
The machine comparison becomes clearer when the packaging team looks at the variables side by side.
Packaging Film
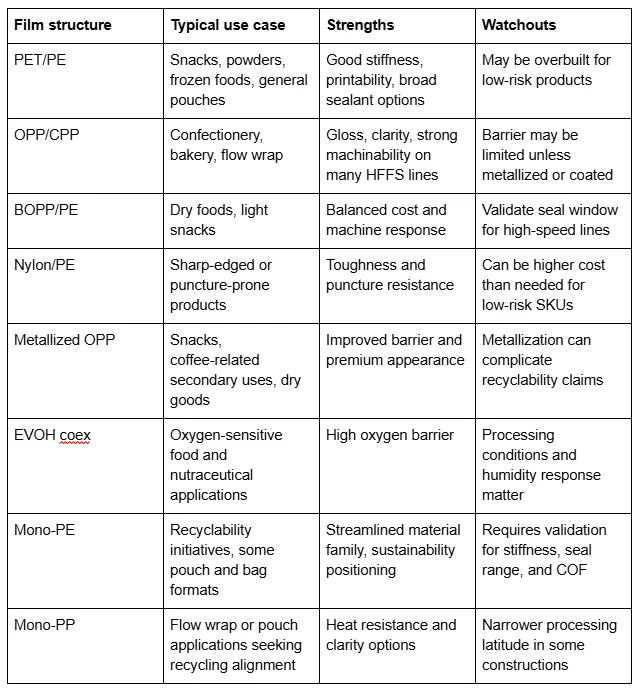
Packaging film selection should start with the product’s protection requirement, then move into machine dynamics. For both VFFS and HFFS, common structures include PET/PE, OPP/CPP, BOPP/PE, nylon/PE, metallized OPP, EVOH coextrusions, paper/PE, and newer mono-material PE or PP formats designed to improve recyclability. Each structure solves a different combination of stiffness, sealability, graphics, barrier, puncture resistance, and sustainability goals.
A laminated PET/PE structure is a common workhorse when stiffness, printability, and a forgiving PE sealant are needed. OPP/CPP and BOPP/PE often fit confectionery, bakery, and flow-wrap applications where machinability and appearance matter. Nylon/PE becomes useful where puncture resistance is important, such as sharp snacks, frozen foods, or products with abrasive edges. Metallized OPP and certain EVOH structures improve oxygen and moisture barrier, which can be essential for coffee, snacks, powders, and nutraceutical products. Paper/PE hybrids can support a paper-forward appearance, though sealing behavior and barrier must be validated carefully. Mono-material PE or PP formats support sustainability programs, but they require realistic runnability trials because stiffness, seal range, and heat history often differ from familiar mixed-material laminations.[2] [7]
The sealant layer is where many lines win or lose. LDPE provides broad familiarity, LLDPE improves toughness, mLLDPE can support stronger seals and downgauging, CPP is common in high-clarity and horizontal pouch applications, and ionomer layers can improve toughness and seal performance in demanding applications. Seal design matters too. A lap seal joins inner to outer surfaces and only works when the outside surface can participate in the seal. A fin seal joins inner to inner surfaces and is frequently preferred when the outer web is not sealable.[1]
Gauge should be set against real abuse, not assumptions. Heavier, abrasive, or sharp products usually require more puncture margin, while very light products may support downgauging if line handling remains stable. In MAP or nitrogen-flush applications, the structure must preserve gas retention while still opening cleanly and surviving distribution. The engineering question is never “What film is cheapest?” It is “What is the lowest-cost film that still preserves sealing latitude, protection, and output?”
Packaging Line Setup
Packaging Line Setup decisions determine whether a sound machine-and-film concept will actually hold at production speed. The forming collar, forming tube geometry, registration system, print repeat, and unwind behavior establish web control before any product enters the package. Above the machine, the infeed system must suit the product: augers for powders, multihead weighers for snacks and particulates, pumps for sauces, and specialized dosing systems for irregular or sticky items. Downstream, coders, vision systems, checkweighers, metal detection, cartoning, and case packing can either stabilize the process or become hidden sources of stoppage if integration is ignored.[1]
Line setup also governs material efficiency. Roll width, package circumference, fin or lap seal allowance, and repeat length affect not only the final bag dimensions but also trim, registration performance, and film waste. PMMI notes that package width in VFFS is tied to forming tube geometry while package length is set by programmed pull distance.[1] That relationship matters because teams often try to reduce cost through downgauging or narrower web widths without revisiting repeat tolerance, graphics placement, or seal-jaw registration.
Gas flush and modified atmosphere packaging add another layer of setup sensitivity. If the forming set, jaw timing, and gas-injection arrangement are not synchronized, the line may produce nominally sealed packs with poor gas retention. For export, club, or eCommerce channels, the line may also need different coder positions, retail-ready orientations, or secondary-pack geometry. Good setup work is not glamorous, but it is where uptime and scrap rates are usually decided.

Commerical Packaging
Commerical packaging requirements often decide the platform before engineering teams admit it. Retail shelf presence, eCommerce parcel abuse, club-store count packs, and foodservice sizing all change what a successful package looks like. A low-profile pillow bag that works in one channel may not support the branding, cube efficiency, or durability required in another. As a result, machine selection has to account for shelf-life target, billboarding area, opening features, and distribution risk at the same time.
For club and eCommerce programs, the package often needs stronger abuse resistance and more conservative seal margin because larger counts and rougher handling amplify failure costs. Foodservice packs may prioritize speed, functional barrier, and back-of-house practicality over premium shelf presence. Retail-ready formats may favor the graphic control and package geometry that HFFS can offer, especially for stand-up or multi-side-seal pouches. In every case, the correct film is the one that protects the product while still matching the intended channel claim, whether that claim is freshness, convenience, premium appearance, or a qualified sustainability message.[7]
Film-to-Machine Compatibility: The Critical Variables
The most expensive packaging failures usually appear as machine problems even when the root cause is the film. A film that requires high jaw temperature may still seal in the lab but fail on a high-speed line because the dwell time is too short. A structure with poor hot tack may seal well after cooling yet open during the brief interval between jaw release and package drop. A film with unstable COF may look acceptable on a roll but create web wandering, drag, or poor transfer when line speed increases. Compatibility, therefore, is not a single value. It is a combination of thermal, mechanical, and surface behaviors validated under production conditions.
In VFFS, hot tack and vertical seal integrity are especially important because the package may carry product weight immediately after sealing. Back-seal quality also matters because a weak longitudinal seal can become the hidden failure point even when top and bottom seals test well. In HFFS and flow-wrap applications, COF often becomes more visible because the web must feed cleanly, register accurately, and transfer products without bunching or drag. Anti-static and slip additives can improve high-speed handling, but they have to be balanced against printability, seal contamination risk, and downstream pack stability.
The sealing window is the most useful way to discuss compatibility with operations teams. Instead of asking whether a film “runs,” ask whether it maintains acceptable seal strength across the realistic combinations of jaw temperature, pressure, and dwell that the machine will see during warmup, restarts, and sustained production. Seal-strength testing under ASTM F88, puncture evaluation under ASTM F1306, and tensile checks under ASTM D882 help define the margin. OTR and MVTR data, often tied to ASTM D3985 and ASTM F1249, confirm whether the structure also protects the product as intended.[3] [4] [5] [6]

Product Scenarios and Recommended Pairings
Most teams make faster progress when the discussion moves from generalities to specific products. The right recommendation depends on the product’s flow behavior, fragility, barrier target, pack style, and downstream demands. The table below summarizes common pairings that packaging engineers can use as a starting framework for trials.
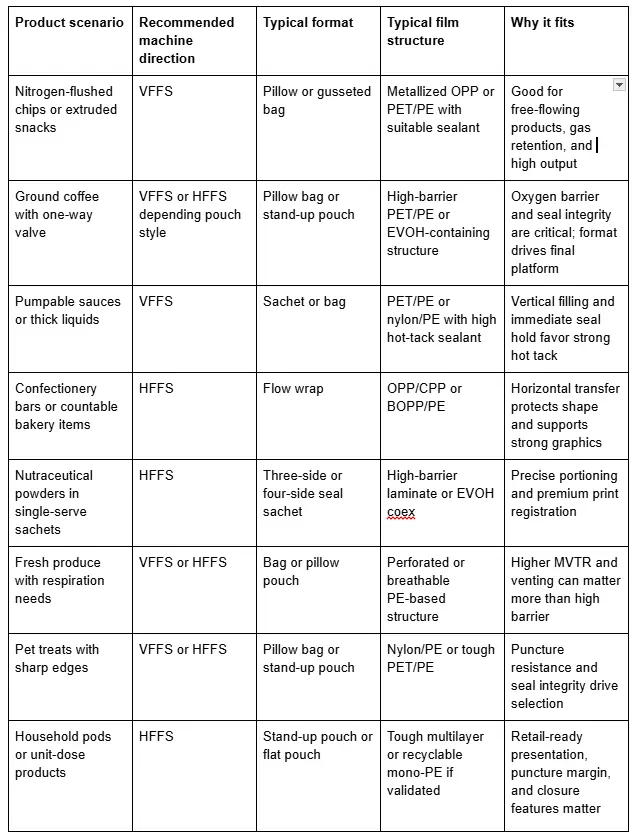
These pairings should be treated as validated starting points rather than universal answers. In most real packaging programs, the VFFS vs HFFS decision becomes easier once the product team narrows the acceptable format and shelf-life target. For example, coffee can run on either platform depending on whether the commercial need is a compact bag or a premium stand-up pouch. Sauce applications may appear straightforward until product contamination at the seal line changes the sealant requirement. Fresh produce may require the opposite of what many teams expect: not the highest barrier, but a breathable structure that prevents condensation and quality loss. The lesson is consistent across categories. The machine type narrows the field, but the final answer still depends on seal chemistry, barrier target, product abuse, and channel expectations.
Sustainability and Compliance Considerations
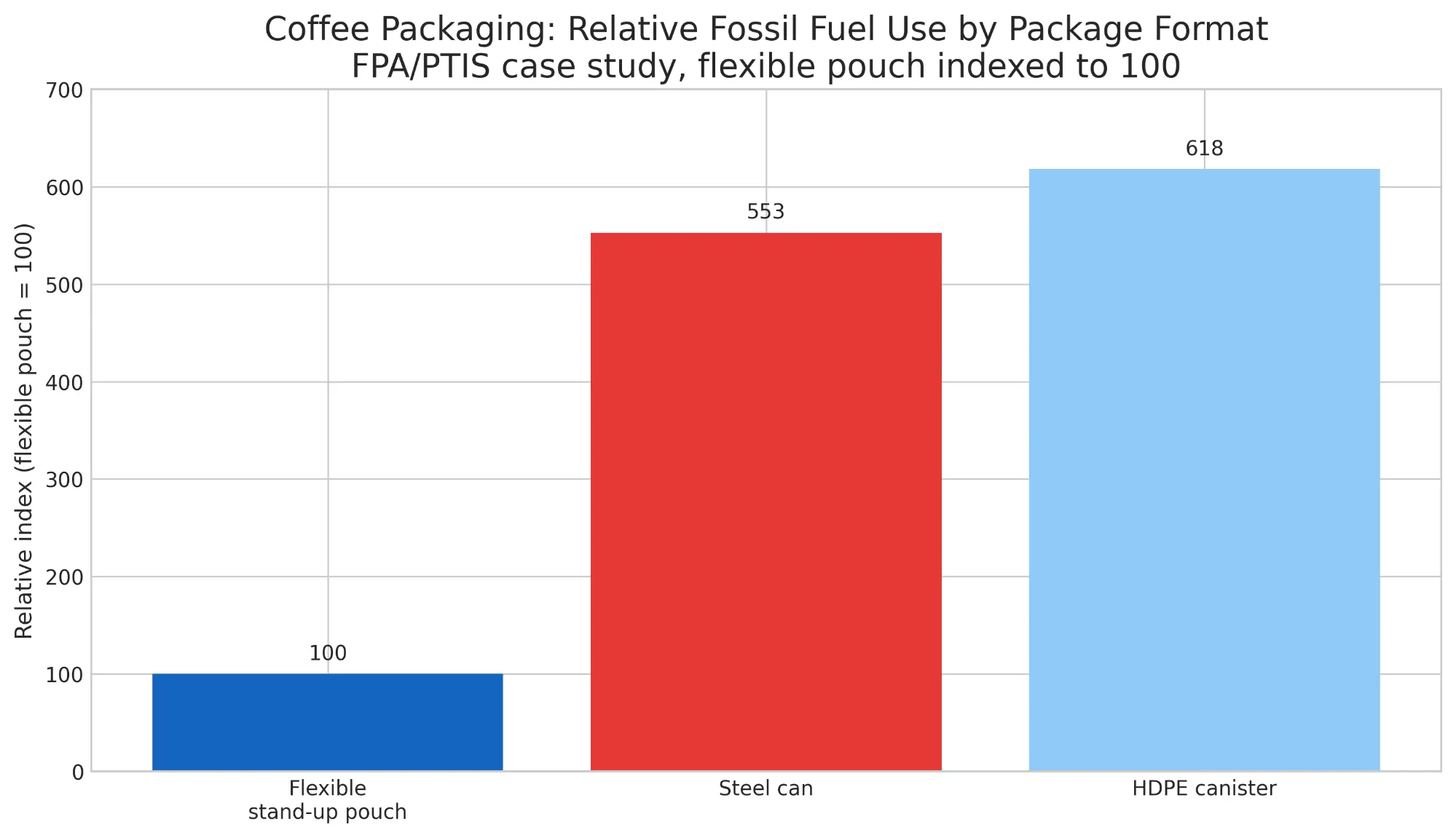
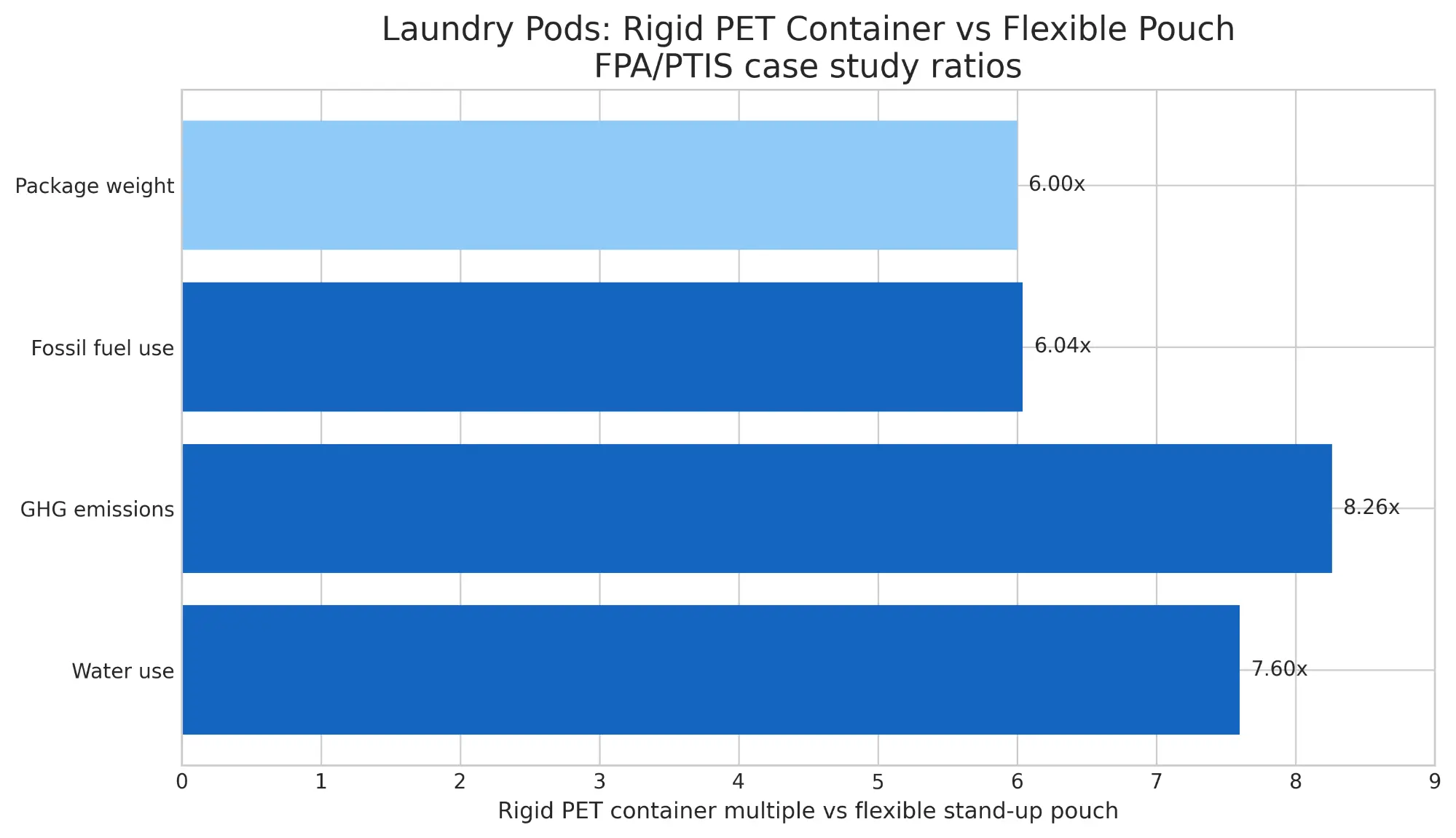
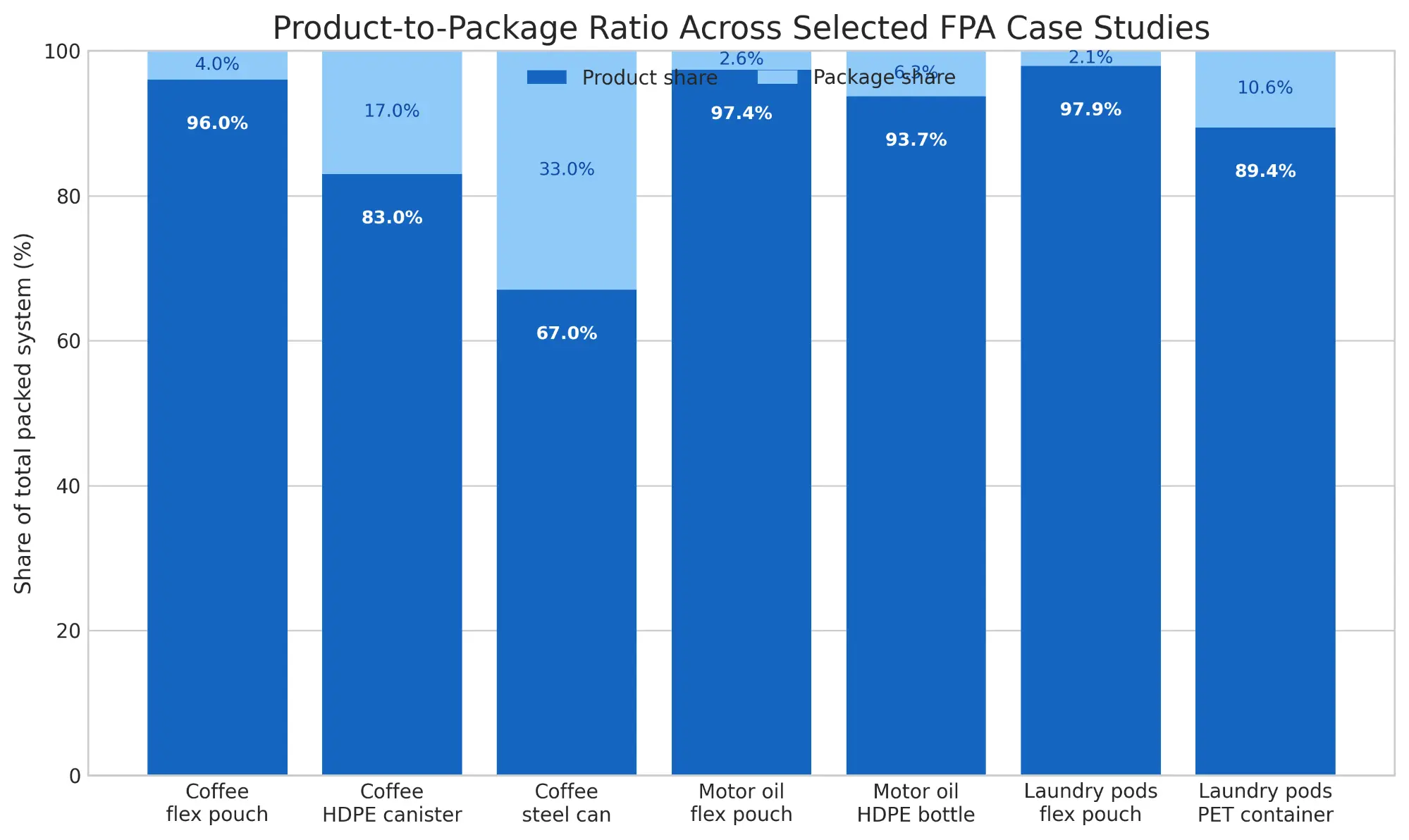
Sustainability claims in flexible packaging should be specific, defensible, and linked to the application. Flexible Packaging Association case studies show that flexible formats often outperform rigid alternatives on carbon impact, fossil fuel use, water use, product-to-package ratio, and landfill mass. In coffee packaging, FPA reports that a steel can and an HDPE canister use 453% and 518% more fossil fuel, respectively, than a flexible stand-up pouch. In laundry detergent pods, FPA reports a rigid PET container with water use 660% higher, greenhouse gas emissions 726% higher, and fossil fuel use nearly 504% higher than a flexible stand-up pouch with zipper.[7] Those findings do not prove that every flexible structure is optimal, but they do show why lightweighting and source reduction remain central to packaging strategy.
For film suppliers and converters, the practical sustainability discussion centers on mono-material readiness, downgauging potential, PCR capability, and claim substantiation. Mono-PE and mono-PP structures can support recyclability goals, but only if the film still meets forming, seal, and abuse requirements. Downgauging only creates value if it does not raise scrap, leaks, or customer complaints. PCR content may be appropriate in selected applications, but teams must validate both regulatory status and performance impact before expanding claims.
Compliance expectations are equally important. In the United States, food-contact polymers are governed through FDA regulations including 21 CFR Part 177, which lists relevant polymer categories used in food-contact applications.[8] For European markets, the European Commission identifies Commission Regulation (EU) No 10/2011 as the core plastics measure, with composition rules, a Union List of permitted substances, migration limits, and declaration-of-compliance expectations. The Commission also notes an overall migration limit of 60 mg/kg food or 10 mg/dm² of contact material for applicable assessments.[9] For regulated categories, quality documentation should include composition support, compliance statements, migration or suitability evidence where required, and change-control discipline.
Testing, Validation, and Run-at-Rate
A packaging structure should not be approved because it “looked fine” during a short sample run. Qualification should combine laboratory test data, controlled sealing-window work, and a run-at-rate trial that exposes the film to startup, steady-state, and upset conditions. ASTM F88 is widely used to measure the seal strength of flexible barrier materials, while ASTM D882 addresses tensile properties in thin plastic film. ASTM D3985 and ASTM F1249 support oxygen and moisture barrier evaluation, respectively. Puncture and impact tests such as ASTM F1306 and ASTM D1709 help establish abuse resistance.[3] [4] [5] [6] [10] [11]
A disciplined protocol usually begins with bench or lab work. Teams first confirm gauge, dimensions, visual quality, and barrier data. They then run a sealing-window sweep over realistic temperature, pressure, and dwell combinations. Next comes package-level validation: leak testing, burst or vacuum work where appropriate, drop testing, and distribution simulation matched to the channel. After that, the material should be run at production conditions long enough to reveal registration drift, seal contamination behavior, web tracking variation, startup scrap, and restart robustness.
The run-at-rate phase is where many promising materials fall apart. OEE should be measured during the trial rather than inferred. The right question is not whether the line reached nameplate speed for a few minutes, but whether it held acceptable quality and scrap levels while operators made normal adjustments. A film with a broader process window often produces better economics than a cheaper structure that only works in ideal conditions.

Cost and Total Value: Film, Throughput, Scrap
Cost analysis in the VFFS vs HFFS evaluation should move beyond price per roll or price per MSI. A lower-cost film can become the expensive choice if it requires higher jaw temperatures, slower dwell, more changeover attention, or more frequent stoppages from poor tracking and inconsistent COF. Conversely, a technically stronger film can justify a higher purchase price if it allows downgauging, faster sealing, fewer leaks, or less startup waste. Throughput and scrap are operational cost centers, not side notes.
The most useful way to compare options is to break value into three layers. The first is material economics, including gauge, yield, and delivered cost. The second is line economics, including sustained speed, labor burden, and scrap percentage. The third is risk economics, including complaints, spoilage, rework, retailer chargebacks, and compliance exposure. Teams that ignore the third layer often underestimate the cost of narrow sealing windows or marginal abuse resistance.
An ROI framework can be expressed without inventing assumptions. If Film A costs more per MSI but improves sustained bags-per-minute, reduces startup scrap, and lowers leak-related rejects, then the value comparison should be calculated as: net line output gain + scrap reduction + complaint avoidance - incremental film cost. That formula keeps the discussion grounded in plant data instead of opinions. It also makes it easier for procurement, operations, and packaging engineering to work from the same scorecard.
Implementation Checklist
A successful launch depends on cross-functional alignment before trial rolls arrive. The checklist below is simple, but it eliminates many preventable delays.
- Define the product specification, including flow behavior, particle size, temperature, fat or oil content, and contamination risk at the seal line.
- Set the shelf-life target and identify the barrier metrics that matter most, including oxygen and moisture sensitivity.
- Freeze the target package format and dimensions, including closure, venting, zipper, valve, or display requirements.
- Confirm target speeds, uptime expectations, and upstream/downstream equipment interfaces.
- Align regulatory and sustainability targets, including food-contact documentation, recyclability goals, PCR intent, and channel-specific claims.
- Select trial films and define acceptance criteria for seal strength, appearance, gas retention, puncture resistance, and scrap.
- Run a documented sealing-window study and a true run-at-rate trial.
- Verify artwork, print repeat, registration marks, coder placement, and roll-width calculations.
- Approve documentation, change-control expectations, and requalification triggers before commercial release.
How Red Dot Packaging Helps
Red Dot Packaging approaches form-fill-seal support as a technical partnership rather than a material quote. The process typically begins with a film selection workshop built around the customer’s product, target shelf life, package format, and machine architecture.
That consultative model matters because most FFS problems show up at the intersection of machine settings and material behavior. Red Dot Packaging helps customers narrow the field through sealing-window work, line-trial support, custom laminations or coextrusions, print and registration planning, and stocking programs that reduce operational risk. For regulated and food-contact markets, documentation support and quality discipline are part of the process rather than afterthoughts, especially when customers need support aligned with a quality and compliance resource center and export-ready documentation.
For teams evaluating a new line, a package redesign, or a sustainability transition, the fastest path is usually a structured Film Fit Assessment. That assessment aligns product needs, package geometry, barrier targets, and machine conditions so the final recommendation reflects actual production reality.
If you are evaluating a new FFS line or trying to improve an existing one, send Red Dot Packaging your current specification, target speeds, package dimensions, and shelf-life goals. The team can review the application, recommend trial-ready structures, and help you plan a Film Fit Assessment that reduces startup risk and accelerates qualification.
Frequently Asked Questions: VFFS vs HFFS
Is VFFS faster than HFFS for most products?
It can be, but speed should be measured as sustained acceptable output, not peak nameplate speed. For free-flowing products in simple bag formats, VFFS often performs very well because of efficient vertical filling and compact line architecture. For premium pouches or fragile products, HFFS may deliver better real-world value even if the nominal cycle rate is lower.
What products are best suited for VFFS vs HFFS?
VFFS is often a strong fit for powders, granules, snacks, grains, pet treats, and some liquids. HFFS is often better for flow-wrapped bars, sachets, flat pouches, stand-up pouches, fragile items, and applications that require premium graphic control or feature integration.[1] [2]
How do I choose between vertical vs horizontal form fill seal?
Start with product behavior and package format, then evaluate film sealing window, barrier, COF, and puncture requirements. If the product flows easily and the target is a pillow or gusseted bag, VFFS often makes sense. If the package must stand up, carry a zipper, or handle a delicate product presentation, HFFS often deserves priority.
What is form-fill-seal packaging and how does it work?
Form-fill-seal packaging converts rollstock into a package on the line, fills it with product, and seals it in one integrated process. The exact sequence changes by machine orientation, but in both VFFS and HFFS the film must form, track, and seal consistently to achieve stable production.[1] [2]
Which is cheaper to run: VFFS or HFFS?
Neither platform is automatically cheaper. The lower total cost depends on package style, film yield, sustained output, changeover burden, scrap, floor space, and downstream integration. A simpler VFFS bag may cost less to run than a premium HFFS pouch, but the economics can reverse if the market requires a higher-value format.
What packaging film works best on VFFS machines?
There is no universal best film. Many VFFS lines run PET/PE, BOPP/PE, metallized structures, nylon/PE, or mono-PE films successfully, but the best choice depends on product flow, barrier needs, required hot tack, and the machine’s sealing range.
What packaging film is recommended for HFFS flow wrapping?
OPP/CPP and BOPP-based structures are common in HFFS flow-wrap applications because they can offer good appearance, efficient machinability, and clean sealing behavior. The final choice still depends on barrier target, fin-seal or lap-seal design, and whether the product is delicate or puncture-prone.
Can I run recyclable mono-material films on VFFS or HFFS?
Yes, in many applications, but they must be validated on the actual line. Mono-material PE or PP structures can behave differently from mixed-material laminates in stiffness, heat response, and COF, so successful conversion depends on controlled trials rather than assumptions.[7]
How do sealing jaws and temperature affect seal strength?
Seal strength depends on temperature, dwell time, pressure, contamination, and sealant chemistry working together. If the jaw is too cool or dwell is too short, bonds can be weak. If the film is overheated, distortion or seal damage can occur. That is why a sealing-window study is usually more useful than a single seal-strength number.[3]
What is the difference between fin seal and lap seal in flow wrap?
A fin seal joins the inner sealant surfaces of the web to each other, while a lap seal joins one inner surface to the opposite outer surface. PMMI notes that neither is inherently stronger in all cases; the right choice depends on the film structure and whether the outside surface is sealable.[1]
What COF is ideal for vertical baggers vs horizontal flow wrappers?
The ideal COF is application-specific because it has to balance web control, feeding, transfer, and pack handling. Vertical baggers often need stable web control around the forming set, while horizontal systems may be more sensitive to transfer behavior and registration. The correct answer comes from machine trials with the intended structure, not a generic target.
How do I size roll width and repeat length for my bag?
Begin with the finished package width, depth or gusset, seal allowances, and print registration needs. Then verify that the resulting roll width and repeat length still support jaw timing, graphics placement, and acceptable scrap. Package geometry should always be checked against the machine’s forming and indexing limits.
What barrier do I need for coffee, snacks, or pet treats?
Coffee often requires strong oxygen barrier, especially when aroma retention and oxidative stability are priorities. Snacks often need a combination of oxygen and moisture control to preserve crispness, while pet treats may need barrier plus puncture resistance. The correct target depends on the product formulation, headspace design, and desired shelf life.
How does nitrogen flushing or MAP change film selection?
It usually increases the importance of seal integrity and gas retention. The structure must hold the modified atmosphere through production, distribution, and shelf life, which often pushes teams toward better barrier layers and more disciplined seal validation.
What tests verify film performance for my product?
Core tests often include ASTM F88 for seal strength, ASTM D882 for tensile properties, ASTM D3985 for oxygen transmission, ASTM F1249 for moisture transmission, ASTM F1306 for puncture resistance, and ASTM D1709 for dart impact, along with leak, drop, and run-at-rate trials.[3] [4] [5] [6] [10] [11]
Can I use the same film across multiple SKUs and machines?
Sometimes, but only if the products, package sizes, barrier needs, and machine conditions overlap closely enough. A common film can simplify purchasing and inventory, but it can also create hidden inefficiencies if one SKU or line sits at the edge of the structure’s process window.
What causes wrinkles, poor registration, or leakers on FFS lines?
Common causes include unstable tension, poor web tracking, wrong COF, incorrect forming geometry, contaminated seal areas, narrow sealing windows, and mismatch between package design and film stiffness. These issues often appear together, which is why systematic troubleshooting is more effective than changing one setting at a time.
Do liquids require special sealants or jaw patterns on VFFS?
Often, yes. Liquids and viscous products increase the risk of contamination at the seal line and may require stronger hot-tack behavior, tighter process control, and jaw patterns that support reliable sealing under difficult conditions.
Can HFFS handle irregular or fragile items better than VFFS?
In many cases, yes, because the product can be supported and transferred more gently on a horizontal path. That advantage is especially relevant when appearance, orientation, or breakage risk matters more than raw throughput.[2]
When should I engage a film supplier during equipment selection?
As early as possible. Film properties influence machine architecture, seal design, package dimensions, sustainability pathways, and qualification timing. Involving the film supplier early reduces the risk of selecting equipment around an unrealistic material assumption.
References
- PMMI ProSource, Vertical Form/Fill/Seal 101: Key Considerations
- Packaging World, How Do Horizontal Form/Fill/Seal Machines Work?
- Instron, ASTM F88 Seal Strength of Flexible Barrier Materials
- Instron, ASTM D882 - Tensile Testing of Thin Plastic Film
- Intertek, Oxygen Transmission Rate (OTR) ASTM D3985
- Intertek, Water Vapor Transmission Rate (WVTR) ASTM F1249
- Flexible Packaging Association, Sustain the World: The Case for Flexible Packaging
- Electronic Code of Federal Regulations, 21 CFR Part 177 — Indirect Food Additives: Polymers
- European Commission, Legislation - Food Contact Materials
- ASTM International, D882 Standard Test Method for Tensile Properties of Thin Plastic Sheeting
- AMETEK MOCON, View All Test Methods




